Предлагаем поставку универсальных многоцелевых печей, предназначенных для производства титановых слитков и слябов весом до 20 тонн.
Контракт на поставку электронно-лучевой печи включает в себя:
- полную техническую документацию
- изготовление оборудования
- доставку оборудования к месту эксплуатации
- монтаж оборудования
- пуско-наладочные работы
- ввод в эксплуатацию
- технический надзор
- гарантийное и послегарантийное обслуживание
- обучение персонала
- поставку запасных частей и расходных материалов
Электронно-лучевые плавильные печи с промежуточной емкостью серии КВ для производства титана и титановых сплавов:
Производительность: ≤ 5000 тонн/год
Длина слитка/сляба: ≤ 8000мм
Диаметр слитка: ≤ 1000мм
Размеры поперечного сечения сляба: ≤ 500×1410мм
Вес: ≤ 15000кг
Для работы ЭЛПЕ печи серии КВ требуется подключение только к 2 промышленным источникам: электроэнергии и воды.
Общий расход электроэнергии на 1 тонну слитка: 1300 – 1800 кВт × час
Общий объём безвозвратных потерь воды (с учетом сточных и бытовых вод) на 1 тонну слитка: ≤ 0.5 – 0.7м3
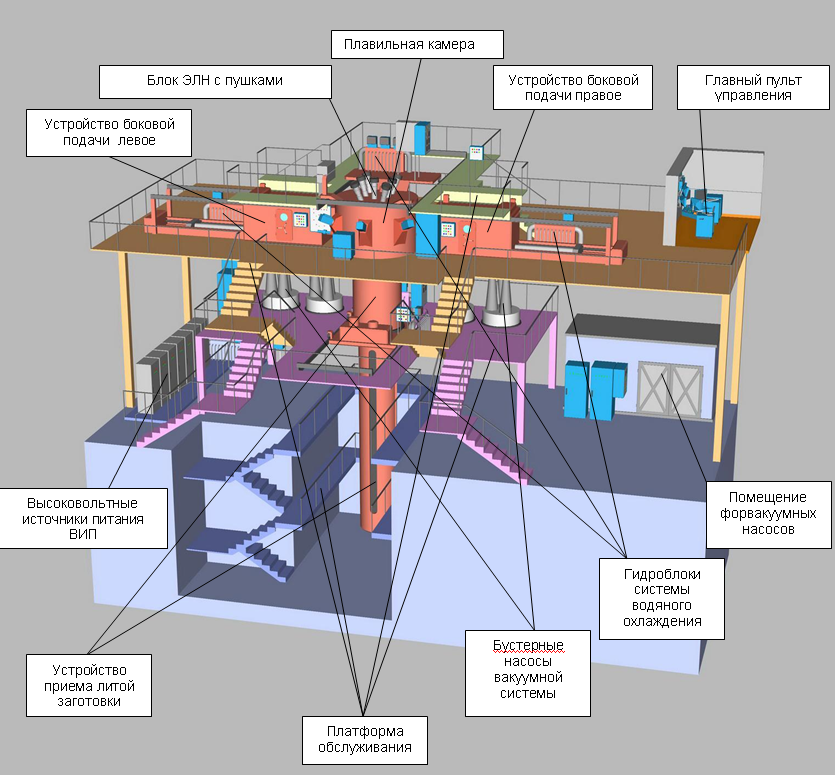
В базовый комплект поставки ЭЛПЕ печи входят:
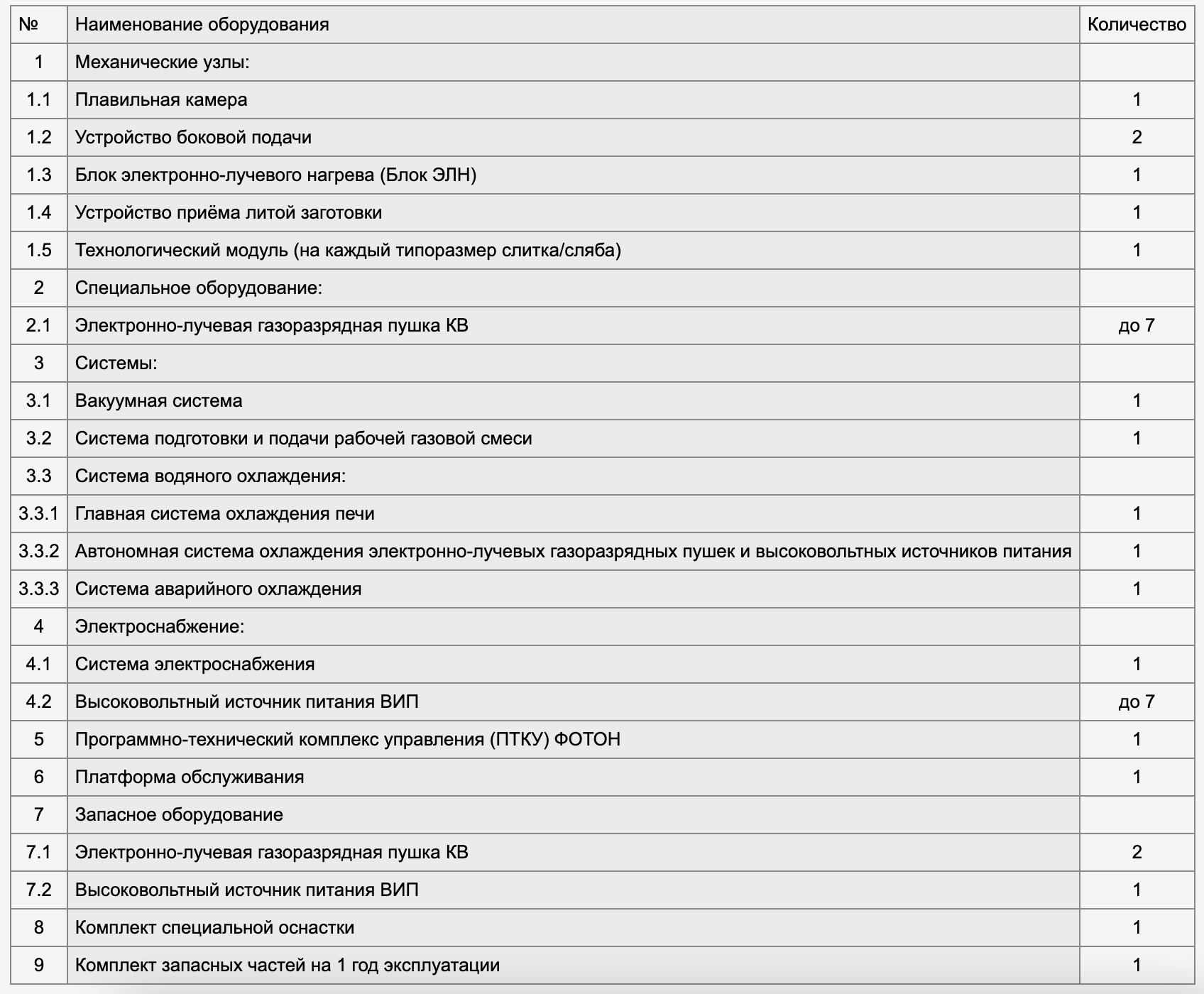
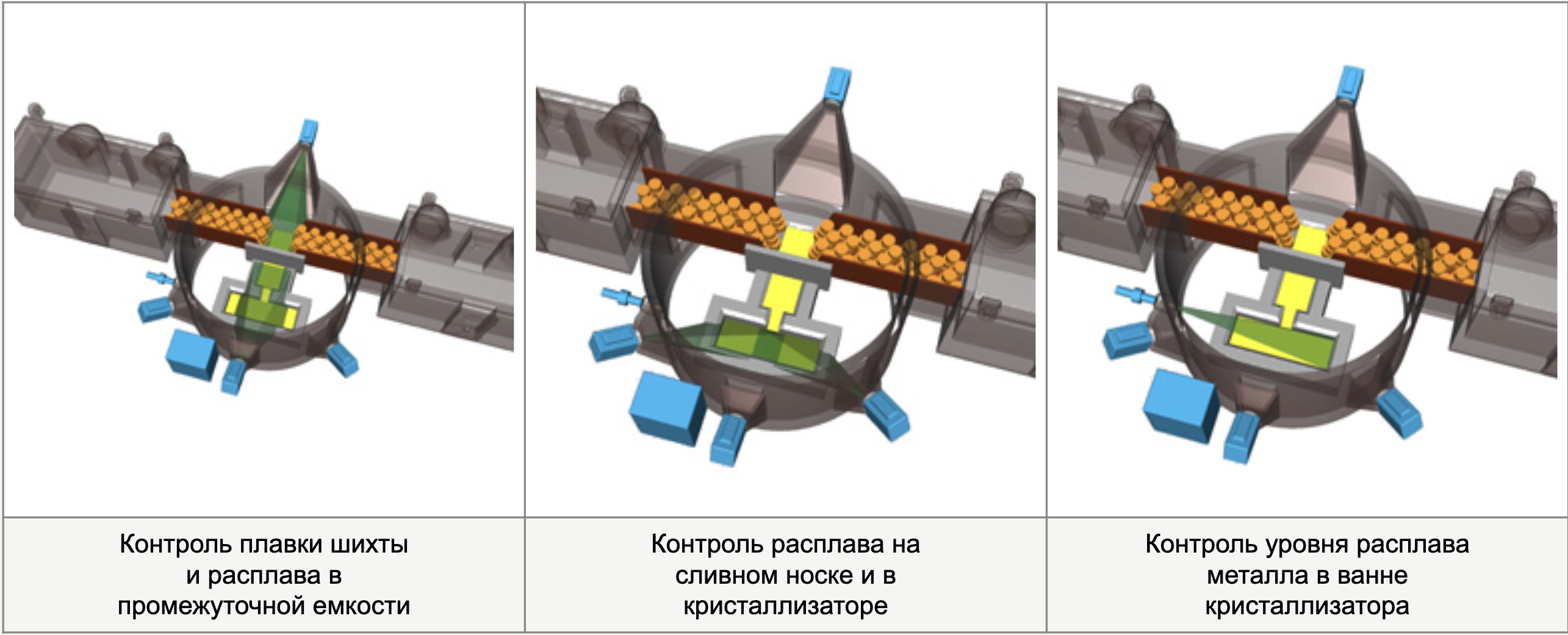
Схема плавки на ЭЛПЕ печи КВ:
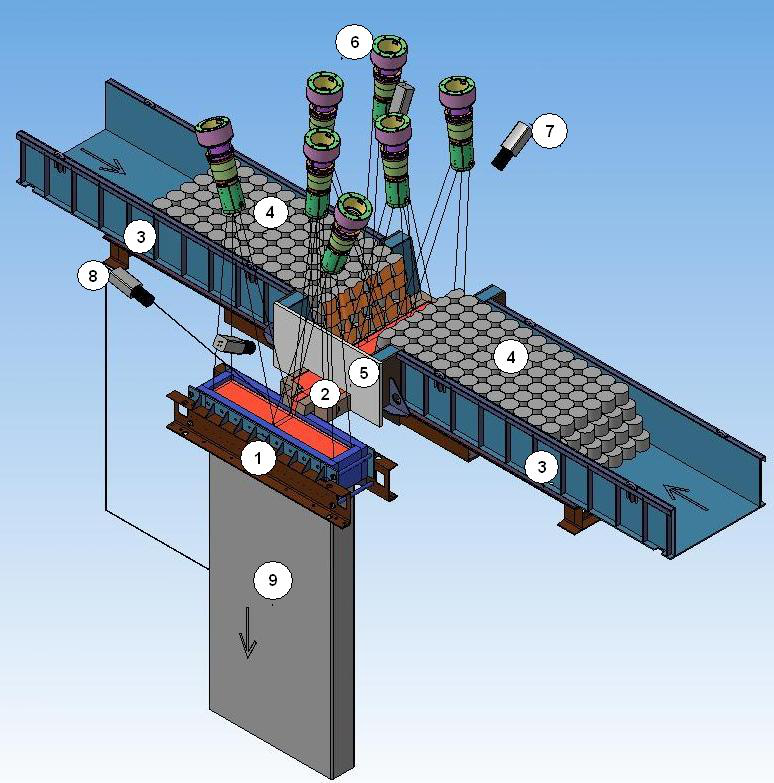
Шихта (4), загруженная в не сплавляемые контейнеры (3) подается с двух сторон в зону плавки, которая осуществляется в плавильной камере в вакууме посредством электронных пучков газоразрядных пушек (6). Управление сканированием пучков позволяет контролировать технологические режимы плавки шихты на торцах заготовок, в промежуточной емкости (2), на сливном носке и в кристаллизаторе (1) и исключает прожоги технологической оснастки. Для исключения попадания брызг расплавленного металла в кристаллизатор установлен экран (5). Сигнал с камер видеонаблюдения (7) транслируется на мониторы главного пульта управления в режиме реального времени, а также автоматически обрабатывается системами ПТКУ. Сигнал с камеры контроля уровня ванны металла в кристаллизаторе (8) позволяет в автоматическом режиме управлять устройством вытягивания слитка (9).
Особенности конструкции ЭЛПЕ печей серии КВ:
- сочетание схемы встречных горизонтальных устройств боковой подачи шихты с оригинальной конструкцией технологического модуля и компактной плавильной камеры позволяет снизить потери на разбрызгивание и испарение металла и добиться необходимой степени рафинирования расплава при заметном снижении расхода электроэнергии;
- плавильная оснастка (промежуточная емкость со сливным носком и кристаллизатор) объединена в единый технологический модуль, который легко устанавливается в плавильную камеру и извлекается из нее;
- газоразрядные электронные пушки КВ не требуют использования индивидуальных высоковакуумных насосов, при этом надежно работают в диапазоне давлений 10 – 0.01Па и не чувствительны к изменениям давления в плавильной камере во время ведения процесса плавки;
- высоковольтные источники питания ВИП компактны и могут быть установлены рядом с блоком электронно-лучевого нагрева и пушками КВ.
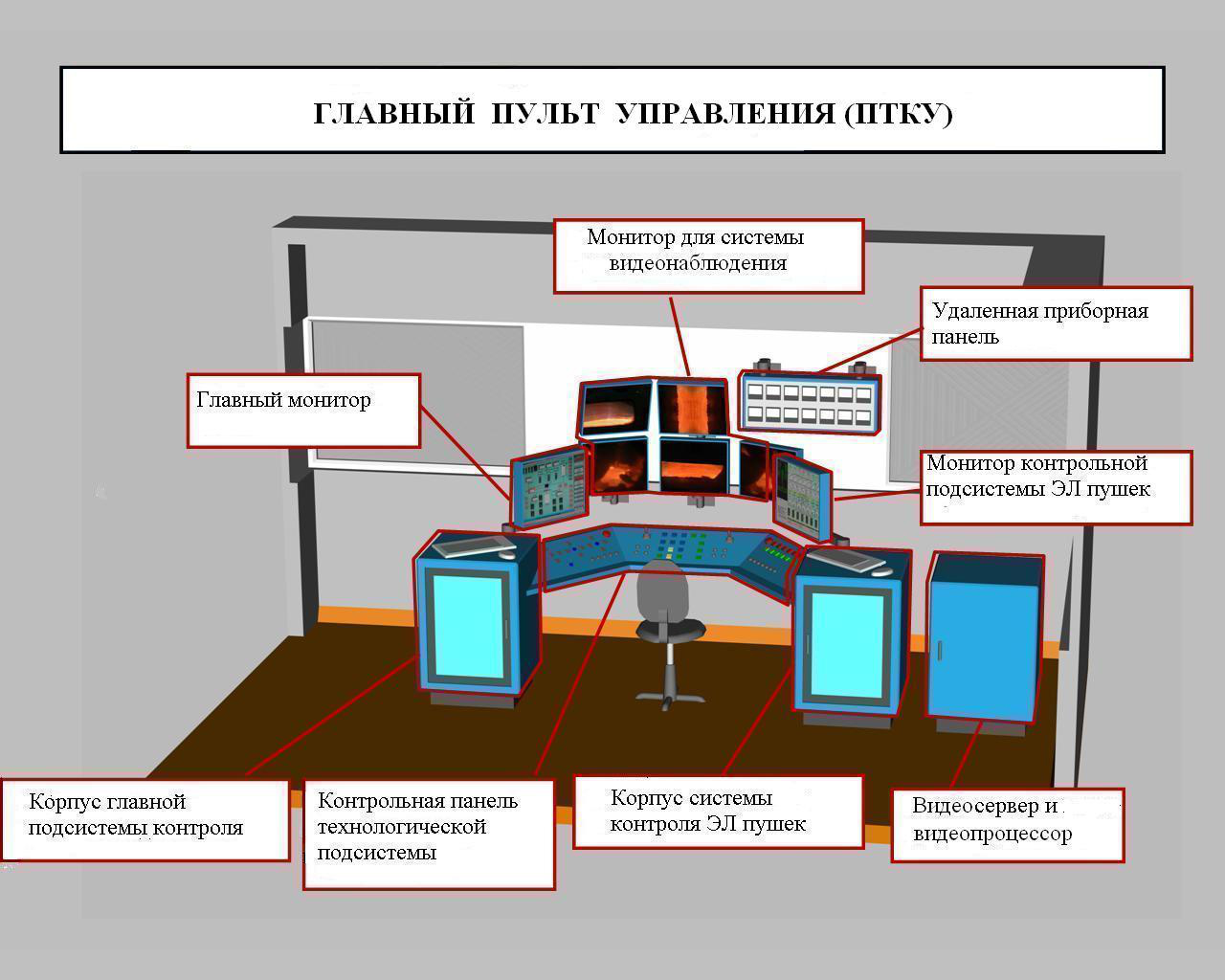
Управление технологическим процессом и работой всех систем печей осуществляется программно-техническим комплексом управления (ПТКУ) серии ФОТОН, построенным по принципу SCADA-систем (Supervisory Control And Data Acquisition – дистанционное управление и сбор данных) на основе дистанционно программируемых логических контроллеров, располагаемых в непосредственной близости к узлам и механизмам печи.
Управление работой оборудования печи осуществляется, как централизовано в дистанционном режиме с главного пульта управления, так и локально с местных пультов, расположенных непосредственно около объектов управления.
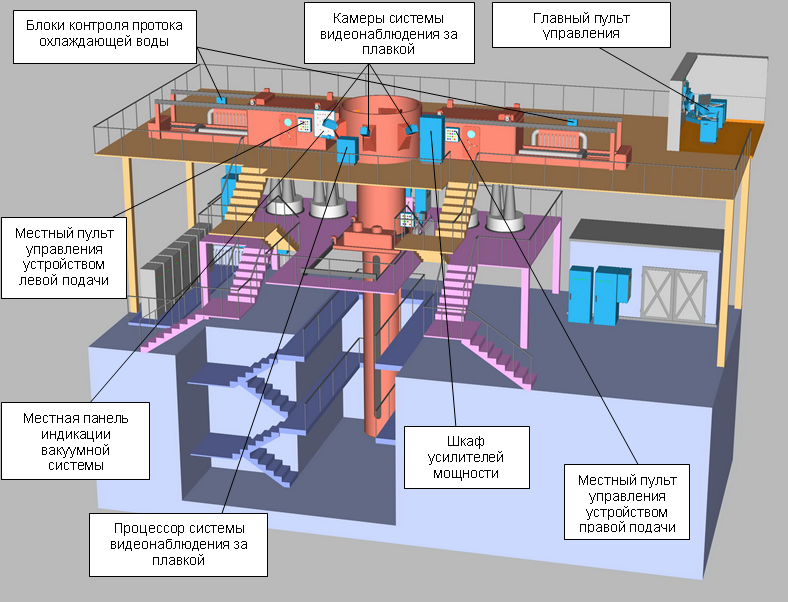
Важной особенностью комплекса управления ЭЛПЕ печами серии КВ является система видеонаблюдения, состоящая из 5 видеокамер, вмонтированных в плавильную камеру. Эта система предназначена для визуального и параметрического контроля всего технологического процесса от плавки шихты на торцах расходуемой заготовки до состояния расплава в ванне кристаллизатора, включая контроль уровня металла.
Данные видеонаблюдения транслируются на 5 мониторов главного пульта управления в режиме реального времени, что позволяет плавильщику оперативно управлять процессом плавки.
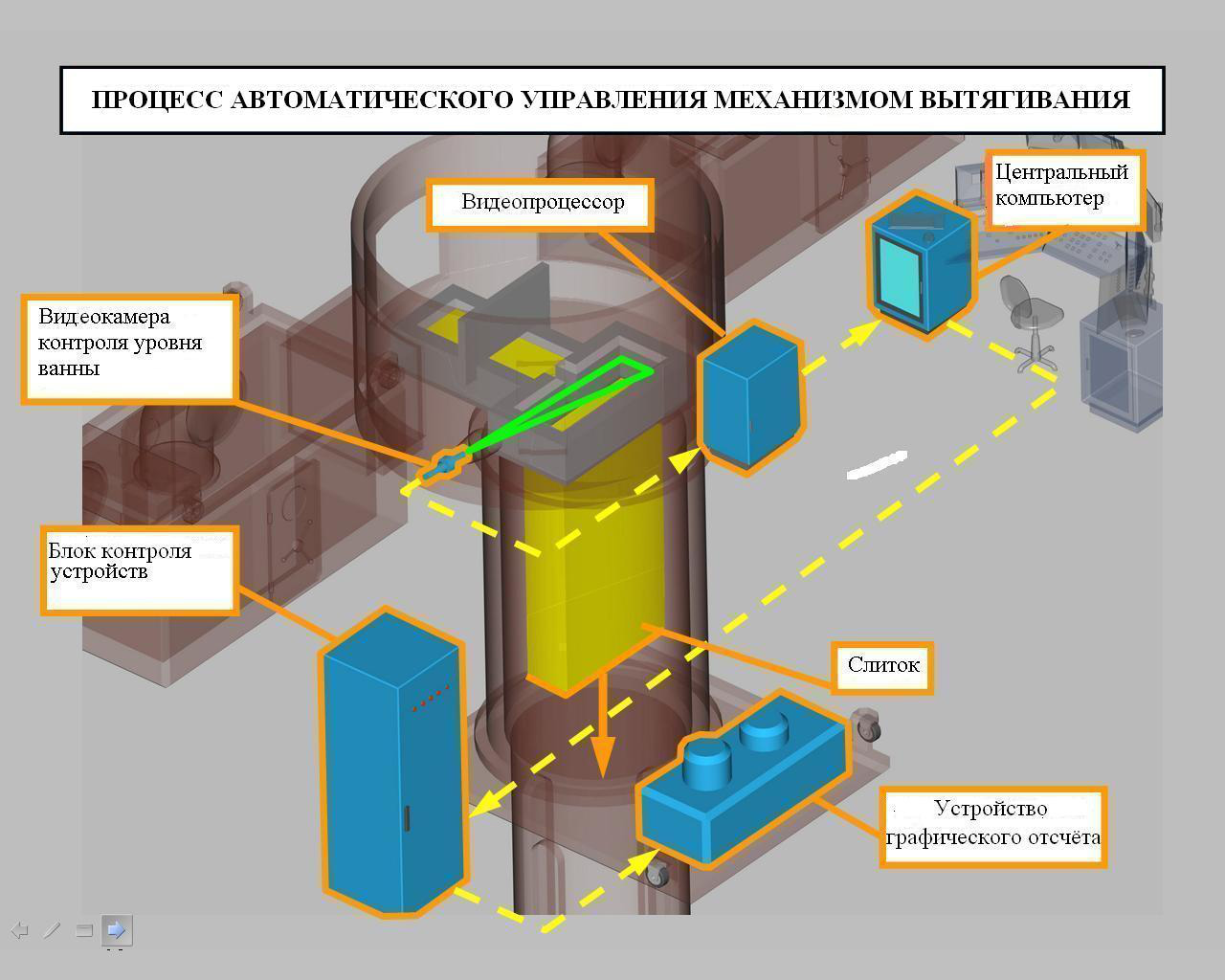
В подсистеме управления устройством вытягивания литой заготовки реализована новая схема автоматического контроля уровня металла в ванне кристаллизатора, когда сигнал с камеры видеоконтроля уровня ванны поступает через видеопроцессор на центральный компьютер, который посредством блока контроля устройств задает требуемый режим работы механизму вытягивания слитка.
Электронно-лучевые пушки
Основные характеристики газоразрядных пушек переставлены в таблице:
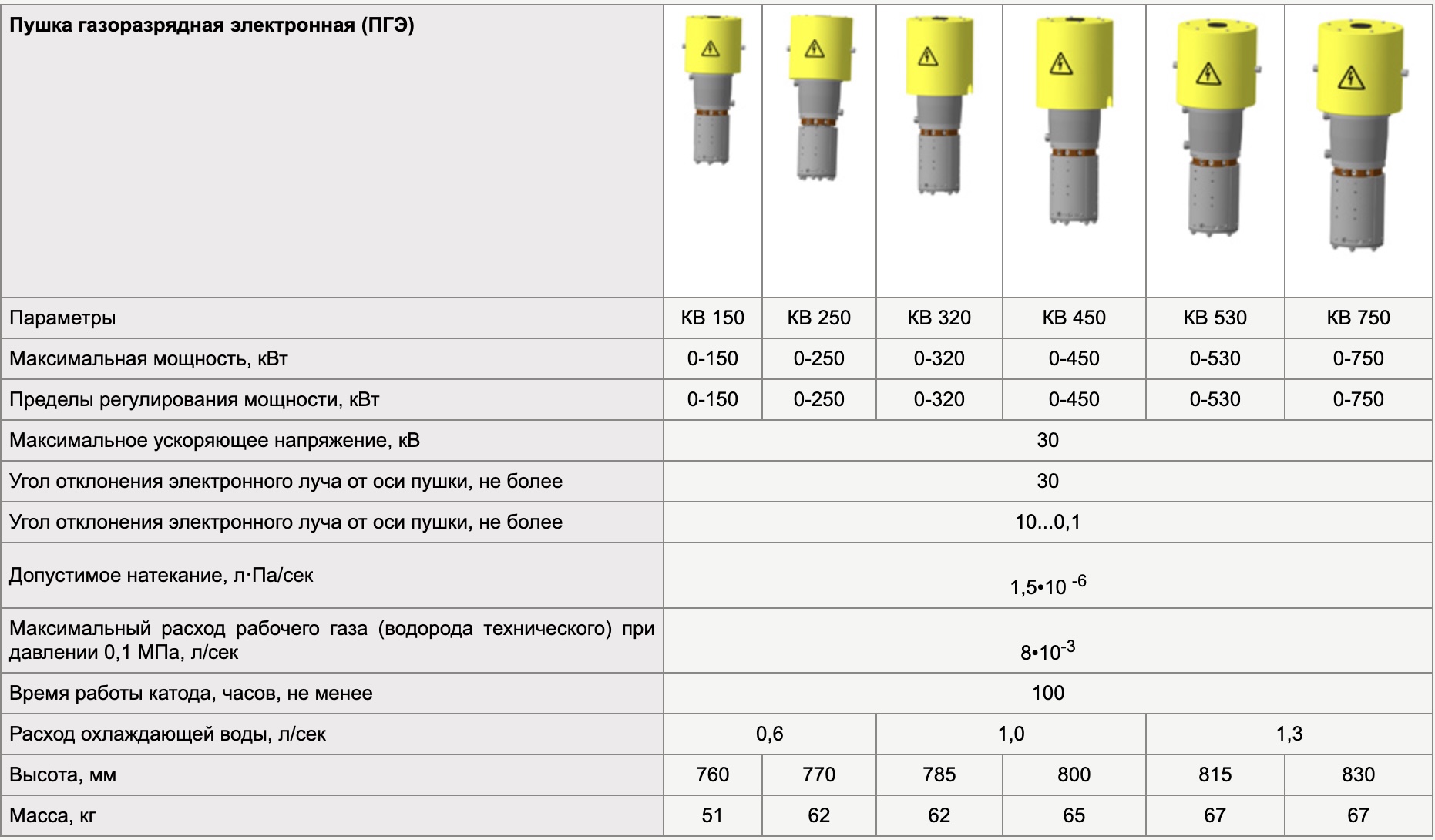
В газоразрядных электронных пушках эмиссия электронов происходит вследствие бомбардировки катода ионами плазмы, возникающей в высоковольтном тлеющем разряде между катодом и анодом. Первоначальное формирование электронного пучка обеспечивается конструктивными характеристиками катода и анодного узла. Далее, с помощью фокусирующих и отклоняющих линз, луч фокусируется на нагреваемой поверхности и перемещается по ней с заданной частотой и траекторией (разверткой).
Главными отличительными особенностями газоразрядных электронных пушек являются:
- отсутствие необходимости в дополнительной откачке вакуума в полости пушки индивидуальными высоковакуумными насосами, газоразрядные электронные пушки стабильно работают в диапазоне 10...0,1 Па;
- слабая чувствительность к изменениям давления в технологической камере, воздействию паров и даже брызг металла во время ведения процесса плавки, что позволяет вести стабильную плавку газо-насыщенной шихты активных металлов, например губчатого титана;
- компактные размеры, небольшой вес, простота и надежность в эксплуатации;
- значительный срок службы катода;
- привлекательная цена за счет использования недефицитных и недорогих материалов при изготовлении и в обслуживании.